
Originally published December 13, 2023 | Updated April 2026
Drum buffer rope (DBR) is a Theory of Constraints scheduling method that controls production by synchronizing all work to the pace of the shop’s bottleneck constraint. The drum is the constraint’s schedule, the buffer is a time cushion protecting the constraint from disruptions, and the rope is the signal that controls when new work enters – creating a pull-based system that reduces WIP and improves on-time delivery.
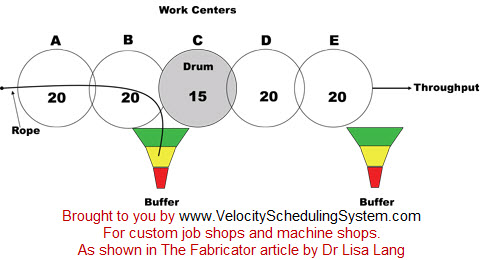
A standard Drum-Buffer-Rope (DBR) diagram illustrating the flow from the Rope to the Drum.
See the PDF of this article with graphics here: Drum Buffer Rope PDF
DBR was developed by Eliyahu M. Goldratt (Eli Goldratt), the father of Theory of Constraints.
This article explains what drum buffer rope is, how it works, and – critically – where it breaks down for complex job shops and machine shops.
Key Takeaways
- Drum buffer rope (DBR) controls flow by synchronizing all work to the constraint (drum), buffering it with time, and gating new releases (rope)
- The five focusing steps – Identify, Exploit, Subordinate, Elevate, Repeat – are the strategic foundation DBR operates within
- Standard DBR assumes a stable constraint; when the constraint moves with job mix, DBR scheduling breaks down
- Obstacles to flow – not just the constraint itself – are what slow most job shops down; DBR helps you see them
- The Velocity Scheduling System (VSS) was built specifically for high-mix job shops and machine shops where the constraint moves
- VSS now comes in a software version called iVSS
The Job Shop Challenge: When the Constraint Moves
Here is the core problem with applying standard drum buffer rope in a job shop or machine shop: DBR assumes your constraint is stable. It gives you a system built around one fixed drum.
But in a high-mix job shop, the constraint moves. A different machine becomes the bottleneck depending on the jobs in the queue that week. The mix changes. The constraint chases it. And suddenly the drum you built your schedule around is no longer where the constraint actually is.
Eli Goldratt built DBR for the plant in The Goal – a machine shop, but a relatively simple one. His principles are sound. The five focusing steps (Identify the constraint, Exploit it, Subordinate everything else to it, Elevate it, Repeat) are the right framework. But when the constraint moves week to week based on your job mix, you cannot run standard DBR policies, procedures, and measures without constant re-engineering.
Managing moving constraints is the central challenge for job shops. It is why so many shops that understand DBR intellectually still struggle to implement it successfully. The rest of this article explains how DBR works – and then explains what to do when your shop is too complex for standard DBR to hold.
Drum Buffer Rope and the Velocity Scheduling System
Velocity Scheduling System (VSS) is drum buffer rope modified for custom job shops and machine shops that run high mix, low volume work – the shops where the constraint moves with the job mix.
VSS makes DBR visual through a system called the Velocity Board. It adapts the drum-buffer-rope principles to an environment where you cannot assume a stable constraint. The result is a scheduling system that works even when your bottleneck shifts week to week.
VSS has been implemented in 550+ job shops. It is a coaching program, not a book or a course you implement yourself – because most shops do not succeed with a DIY approach in complex, high-mix environments. VSS now also comes in a software version called iVSS for shops ready for full software integration.
Traditional Drum Buffer Rope and TOC Production
The drum is the constraint.
The resource that is limiting your output. Also called the Capacity Constrained Resource (CCR). Most shops typically only have one constraint at any point in time, but the issue is that for many custom job shops and machine shops the constraint can move as the mix changes. And in custom job shops and machine shops the mix can change dramatically and often.
A constraint is any resource that has demand greater than its available capacity. Any time lost on the constraint is output lost by the entire system. An hour lost on the constraint is an hour lost for the output of the entire system. Increasing output at the constraint increases overall output. If you increase the output of the constraint to the point that another resource has become constrained, the constraint/drum has moved.
The constraint is called a drum because it sets the pace for the operation like a drum sets the pace for soldiers marching. The rate of output is equal to the output of the constraint. This concept was illustrated in The Goal with boy scouts going on a hike. The slowest hiker, Herbie, set the pace. In The Race (also by Goldratt), it was illustrated with soldiers marching to the beat of the drum.
Improving non-constraints has no effect on overall output. This is why measuring utilization everywhere makes no sense. Trying to 100% utilize non-constraints just results in too much Work in Process (WIP) and the many issues associated with that.
We see a moving constraint most often in situations where shops have balanced capacity, meaning that the amount of capacity needed at each resource is close to exactly what is needed. The capacity everywhere is balanced to the demand. In job shops and machine shops that have changing mix, this balancing of capacity has the detrimental effect of lowering output – the exact opposite of what it was supposed to do.
It is a common misconception that you should constantly be eliminating your constraint. This would be an unending, ever-changing process. The Drum Buffer Rope policies, procedures, and measures would need to adjust each time your constraint moved. It would be far better to be strategic about the placement of your drum – to make it a business decision if the drum moved, not a reactive scramble.
The five focusing steps and DBR
DBR operates within the Theory of Constraints five focusing steps:
- Identify the constraint (your drum)
- Exploit the constraint – get maximum output from it without additional investment
- Subordinate everything else to the constraint’s schedule
- Elevate the constraint if you need more throughput
- Repeat – if the constraint moves, go back to step 1
Step 5 is where most job shops get into trouble. In a high-mix environment, “Repeat” is not an occasional event – it can happen week to week. Standard DBR does not give you a mechanism to handle a moving constraint gracefully.
Where should the constraint be?
Where should you strategically place your constraint? Before answering that, consider where you do not want it. Non-constraints by definition have excess capacity. The rule of thumb is that you will need 25-30% excess capacity at non-constraints – but I prefer to call this protective capacity. “Excess” implies it should be eliminated.
Which resources are easier to hire, less expensive to buy? The answer will give you an idea of which resources you want to be non-constraints. Since some of this capacity may not be fully used, you do not want protective capacity sitting at expensive, hard-to-hire resources.
That means you want to strategically place your constraint at the resource that is hardest or most expensive to get more of. Often this resource is the essence of what you do.
The buffer is measured in time.
It is the amount of work expressed in time (like days’ worth) prior to the constraint. We control this amount of work with the rope.
By having a buffer of work in front of the constraint, we can ensure the constraint does not run out of work. The constraint is the only place where 100% utilization is a good thing.
The buffer’s job is to absorb variability. In traditional Drum Buffer Rope there are 2 buffers – one for the constraint and a shipping buffer. The one before the constraint is there to protect the constraint; the shipping buffer protects the due date.
Simplified Drum Buffer Rope just has a shipping buffer. The market is considered to be the constraint and the drum is set to meet all due dates, so the shipping buffer is buffering the due dates. When you have a market constraint, you need to exploit that constraint by making sure you are on time to all customers.
Sizing the Buffers
Any buffers are divided into 3 zones – red, yellow, green. The buffer is sized so that it turns red about 5% of the time. The 25-30% protective capacity mentioned above is just a starting rule of thumb. To determine if you need more or less, you look at your buffer statistics. If you are going into the red more than 5% of the time, you may need more protective capacity at one or more non-constraint resources. If you never go into the red, you have more protective capacity than you need.
The first buffer is buffering the Drum or constraint from upstream resources. That buffer helps you with sizing those upstream resources. The “why” reason for buffer penetration into red will help you determine which resource may need more capacity.
The second buffer is buffering the due date. Job estimates are just that – estimates. They are usually wrong. As discussed in the 9 Challenges to Scheduling Your Job Shop report, variability is at each and every step of your process. Sometimes more, sometimes less, but always variable.
We use these approximately right (but precisely wrong) estimates to determine the release order of jobs. Jobs that we expect to take longer are released before jobs we expect to be quicker with the same due date. The second buffer absorbs the variability of the drum along with resources downstream.
Protective Capacity
The shipping buffer is NOT protecting the constraint, so why do we need protective capacity at non-constraints after the drum?
- Because once you finally get through the constraint, the last thing you want is to take too long to complete, ship, and get paid.
- Because you want to ship on time, when promised, to customers – and to do that consistently you need to absorb variability.
- Because if you do not have enough protective capacity, these non-constraint resources could become a constraint from time to time. Dealing with an interactive constraint is much more difficult and can lower your throughput.
Additional protective capacity can be gained by using what you have more effectively – reducing setups, reducing variability, staggering breaks, cross-training underutilized resources, or adding more capacity. But obviously if you want to maximize throughput, gaining capacity without increasing operational expenses is preferred.

A word on cross-training: it is a great thing. Just watch your buffer to determine if the resources moving to cover work are causing what they left behind to become a constraint.
TOC, Lean and Six Sigma (TLS)
If the buffer enters red we find out why. For continuous improvement we track the reasons for going into the red – these are your obstacles to flow. Monthly, we do a Pareto analysis to determine our biggest obstacles to flow. Then we can use Lean or Six Sigma tools to reduce or eliminate them. And if those obstacles to flow are reduced or eliminated, we have successfully improved our flow. These improvements lead to less variability and needing less buffer.
The less buffer you need, the faster you will be able to get jobs done. This is the power of flow-based scheduling / flow manufacturing.
Lean tells us to reduce waste everywhere. Six Sigma tells us to reduce variability everywhere. The Theory of Constraints methodology and DBR buffer statistics show us WHERE to improve to have the biggest impact on our output and throughput. TLS are better together.
The rope is how we control the release of new work.
The idea is that if the constraint sets the pace, the drum beat, for the entire operation, then we should only release work at the rate the constraint can consume it. Rope buffers drum.
If we release work faster than the constraint can consume it, WIP piles up and bad things begin to happen. (See Little’s Law for an explanation of why too much WIP is a bad thing.) A common theme among job shops and machine shops is too much WIP – and this happens in an attempt to keep all resources busy in an environment where mix changes, cross-training is limited, certain jobs have to run on certain machines, emergency orders, customer changes, and tracking requirements pile on.
Combine the complexity often found in job shops and machine shops with the desire to run an efficient operation and the result is too much WIP. The drum buffer rope video below explains further.
In Drum Buffer Rope what provides the schedule?
In Drum Buffer Rope the schedule is created for the constraint resource, the drum. Since all other resources have more capacity relative to the constraint, the only resource that needs to be scheduled is the constraint. If you know what the constraint’s capacity is per day, you can schedule which jobs will be on the constraint each day. This is much easier than trying to schedule every job at every resource.
What does “drum-buffer-rope” mean in the theory of constraints?
The drum stands for the schedule. The buffer is the time buffer of work at or on the way to the constraint. And the rope times the release of new work with the consumption of work at the constraint.
Drum Buffer Rope Examples
1. The Coffee Shop (Service Industry)
This is a highly relatable example of a Theory of Constraints flow:
- The Drum: The espresso machine. It can only make two drinks at a time, regardless of how many people are in line.
- The Buffer: The line of “work-in-process” cups sitting on the counter waiting for the barista.
- The Rope: The cashier. They should only take new orders (release work) at the rate the espresso machine can finish them to prevent a massive, confusing pile-up of cups.
2. The Machine Shop (Custom Manufacturing)
High-mix environment example, job shop scheduling:
- The Drum: The 5-axis CNC mill that every custom part must pass through.
- The Buffer: A rack of “ready to mill” parts staged in front of the machine to ensure it never sits idle during a shift change.
- The Rope: The release of raw materials from the warehouse. Do not start saw-cutting new material if the CNC mill is already backed up for three days.
3. Software Development (Tech/Creative)
Drum Buffer Rope applies to digital “flow” as well:
- The Drum: The Senior Architect who must perform a final code review on every feature.
- The Buffer: The “Ready for Review” column in your project management tool.
- The Rope: The Product Manager. They should stop moving new features into “In Progress” if the Architect is overwhelmed, or the features will just sit and age.
4. An Airport Security Checkpoint
- The Drum: The X-ray scanner/metal detector.
- The Buffer: The zig-zagging line of passengers leading up to the bins.
- The Rope: The agent at the front of the line who checks IDs. They control the pace at which people enter the “system” to prevent a dangerous crush at the scanners.
5. The Assembly Shop (Obstacles to Flow in Practice)
An assembly shop building custom industrial equipment:
- The Drum: The final assembly bay – every order passes through it, and it is the hardest to add capacity to.
- The Buffer: Kits staged and verified complete before entering the assembly bay. If a kit is missing a part, it does not enter – that would be an obstacle to flow that penetrates the buffer red zone.
- The Rope: The purchasing and sub-assembly release schedule. New assemblies are only kicked off when the assembly bay has capacity, not when sub-assembly finishes early.
The assembly shop example shows why tracking obstacles to flow matters: if the buffer keeps going red because of missing vendor parts, that is a purchasing problem – not a capacity problem. DBR gives you the data to see the difference.
Simplified Drum Buffer Rope (sDBR)
Simplified Drum Buffer Rope (sDBR) is Traditional DBR without the constraint buffer. Simplified Drum Buffer Rope just has a shipping buffer. The market is considered to be the constraint and the  drum is set to meet all due dates, so the shipping buffer is buffering the due dates. When you have a market constraint, you need to exploit that constraint by making sure you are on time to all customers.
drum is set to meet all due dates, so the shipping buffer is buffering the due dates. When you have a market constraint, you need to exploit that constraint by making sure you are on time to all customers.
In the case of sDBR the drum is the due date. Therefore there is no need to sequence jobs at the constraint or the “would be” capacity constrained resource (CCR) since the constraint is the market. Raw materials are released on the job due date minus the shipping buffer. Releasing the right jobs in the right order is critical. If priorities are out of sequence, due date performance is put in jeopardy.
sDBR is easier to implement since there is only one buffer. But the challenge can be in exploiting capacity to ensure throughput is maximized.
When Standard DBR Is Not Enough
That is a solid foundation in drum buffer rope. The real challenge is figuring out how to make it work in YOUR shop.
The plant in The Goal is a machine shop – not the most complex case, but a machine shop. Standard DBR works well there. But for custom job shops and machine shops with high mix, moving constraints, and constant variability, standard DBR needs to be adapted.
Velocity Scheduling System is drum buffer rope modified for exactly these tough cases:
- Custom job shops and machine shops that run high mix and low volume work or prototypes
- Shops where the constraint or bottleneck moves based on the mix of work
- Shops that may not run many jobs twice but also have production jobs to fit in with everything else
- Shops that do repairs (in-house or on-site) or emergency work
- Shops without perfect employee or vendor performance
- Shops that do not have fully cross-trained employees but have jobs requiring particular machines
- Shops that produce a wide range of custom parts with a wide range of lead-times, set-up times, and outside processes
- Shops with quality yields less than 100%
- Shops where customers call and change quantities, dates, or both
If that list describes your shop, you are dealing with managing moving constraints – and that is where VSS was built to operate.
VSS has been implemented in 550+ job shops. See what those results look like on the VSS Case Studies page.
Check out this video summarizing results from shops that have implemented Velocity Scheduling System:
Ready to See If VSS Fits Your Shop?
If you attended a TOC seminar – whether from Goldratt Consulting, a MEP, or elsewhere – and you came away thinking “DBR makes sense, but I’m not sure how to implement it in a shop like mine,” you are not alone. That is exactly the gap VSS fills.
Start with the free webinar: watch the VSS scheduling webinar to see the system in action. Then, if your shop looks like a fit, we will schedule a strategy session to walk through your specific situation.
VSS has helped 550+ job shops get control of their schedule. The webinar shows you how.
Frequently Asked Questions about Drum Buffer Rope (DBR)
If I learn DBR from a seminar or workshop, why can’t I just implement it myself?
You can implement standard DBR principles yourself in a relatively simple production environment where the constraint is stable. The challenge is that most job shops and machine shops have a moving constraint – the bottleneck shifts depending on the job mix that week. Standard DBR does not give you a mechanism to handle that gracefully. Shops that attempt a DIY implementation in a high-mix environment typically get the principles right but struggle to make the scheduling hold when the constraint moves. That is where structured coaching makes the difference.
What is the difference between standard DBR and the Velocity Scheduling System?
The core difference is how each handles the constraint. Standard DBR assumes the constraint is stable – you identify it, build your drum-buffer-rope system around it, and manage to it. That works well in traditional production environments. In high-mix job shops and machine shops, the constraint often moves week to week depending on the mix of work. Standard DBR policies, procedures, and measures cannot adapt to that without constant re-engineering. VSS was built specifically for managing moving constraints. It adapts the drum-buffer-rope logic to an environment where the bottleneck is not fixed, using the Velocity Board to keep the system visual and manageable even as the constraint shifts.
How do the five focusing steps apply to DBR scheduling?
The five focusing steps – Identify, Exploit, Subordinate, Elevate, Repeat – are the strategic framework that DBR operates within. You identify the constraint (the drum), exploit it by scheduling it fully and protecting it with a buffer, subordinate all other resources to its schedule, elevate it if you need more throughput, and then repeat when the constraint moves. In a job shop with changing mix, that “Repeat” step happens often. VSS gives you the system to cycle through those steps without rebuilding your scheduling from scratch each time.
What are obstacles to flow and how does DBR help identify them?
Obstacles to flow are anything that disrupts work moving through your constraint on schedule – missing materials, quality holds, equipment downtime, vendor delays. DBR makes these visible through buffer penetration. When your buffer enters the red zone, you investigate why. Tracking those “why” reasons over time gives you a Pareto of your biggest obstacles to flow. You then use Lean or Six Sigma tools to eliminate them. This is how DBR drives continuous improvement: not by chasing waste everywhere, but by focusing improvement energy where it actually affects throughput.
What is Drum Buffer Rope?
Drum Buffer Rope (DBR) is the Theory of Constraints scheduling process focused on increasing flow and Throughput by identifying and leveraging the system constraint. DBR was developed by Eliyahu M. Goldratt, the father of Theory of Constraints.
What is the DRUM in Drum Buffer Rope?
The drum is the constraint – the resource that limits your output, also called the Capacity Constrained Resource (CCR). It sets the pace for the entire operation, the way a drum sets the pace for marching soldiers. Any time lost on the constraint is output lost for the entire system. In many custom job shops and machine shops, the constraint can move as the mix changes – which is why standard DBR policies need to adapt when the drum shifts.
What is the BUFFER in Drum Buffer Rope?
The buffer is measured in time – it is the amount of work (expressed in days) positioned prior to the constraint. The buffer absorbs variability and ensures the constraint never runs out of work. In traditional DBR there are two buffers: one in front of the constraint to protect it, and a shipping buffer to protect due dates. Simplified DBR (sDBR) uses only a shipping buffer.
What is the ROPE in Drum Buffer Rope?
The rope controls the release of new work into the system. Since the constraint sets the pace for the entire operation, work should only be released at the rate the constraint can consume it. Releasing work faster causes WIP to pile up, which increases lead times and puts due dates at risk. The rope ties the release of work to the drum beat.
In Drum Buffer Rope what provides the schedule?
In Drum Buffer Rope, the schedule is created for the constraint resource – the drum. Since all other resources have more capacity relative to the constraint, you only need to schedule the constraint. If you know the constraint’s capacity per day, you can sequence which jobs run on the constraint each day. This is far simpler than trying to schedule every job at every resource.
What is Simplified Drum Buffer Rope (sDBR)?
Simplified Drum Buffer Rope (sDBR) is traditional DBR without the constraint buffer – it has only a shipping buffer. In sDBR, the market is considered the constraint and the drum is set to meet all due dates. Raw materials are released based on due date minus the shipping buffer. sDBR is easier to implement since there is only one buffer, but exploiting capacity to maximize throughput can be more challenging.
What are the different types of capacity in Theory of Constraints?
Theory of Constraints identifies three types of capacity: productive capacity (actively used to generate throughput), protective capacity (planned excess at non-constraints to absorb variability), and excess capacity (beyond what is needed). Non-constraints need approximately 25-30% protective capacity to ensure the constraint never starves for work.
What is TLS?
TLS stands for Theory of Constraints, Lean, and Six Sigma. Lean targets waste reduction everywhere. Six Sigma targets variability reduction everywhere. Theory of Constraints uses DBR buffer statistics to identify where improving will have the biggest impact on throughput. Together, these three methodologies complement each other by focusing improvement energy where it matters most.
What is the difference in push vs pull?
Theory of Constraints DBR is a pull system – when the constraint finishes a job, one new job is released into the system at the rope. A push system releases work on a schedule regardless of what the constraint can absorb, which causes WIP to accumulate. Kanban is a “don’t push” system – if the kanban is full, no more work is released. In DBR the buffer is time; in Kanban the buffer is space.
What does Drum Buffer Rope mean in the Theory of Constraints?
In the Theory of Constraints, Drum Buffer Rope is a method for controlling the flow of work. The Drum is the constraint that sets the pace; the Buffer is the time protection in front of the constraint; and the Rope is the communication mechanism that releases work into the system.
What is the difference between DBR and Kanban?
DBR is a pull system where work is released when the constraint finishes a unit. In contrast, Kanban is a “don’t push” system – if the kanban is full, no more work is released. Additionally, in DBR the buffer is time, while in Kanban the buffer is space.
Are there simulations to help understand DBR?
Yes, there are several games to better understand DBR benefits, including The Job Shop Game and the Game from The Goal by Eliyahu Goldratt.
Do I need specific software for Drum Buffer Rope?
While several companies offer DBR software, the Velocity Scheduling System is a visual system designed to get results before any software is even implemented. For shops ready for full software integration, VSS now also comes in a software version called iVSS.
Where can I find DBR case studies?
You can find numerous examples of these principles in action on the VSS Case Studies page.
How do you size the buffers in DBR?
Buffers are typically divided into three color-coded zones: green, yellow, and red. A buffer is considered correctly sized if it only enters the red zone (meaning the work is nearly depleted) about 5% of the time.





Thanks for a great article! Can you please provide a date of publishing? I would like to reference your graphic in my research paper as part of my final paper for a Masters in Logistics and Supply Chain Management.
Hi Ashley, This article was originally published June 10 2015 but has been updated many times including just recently. I hope that helps. Please follow our re-post guidelines: https://www.velocityschedulingsystem.com/repost-guidelines/
the small queue of work that sits before every work center in a Kanban system although it is similar if you regard the assembly line as the governing constraint. A prerequisite in the theory is that with one constraint in the system, all other parts of the system must have sufficient capacity to keep up with the work at the constraint and to catch up if time was lost. In a balanced line, as espoused by Kanban, when one work center goes down for a period longer than the buffer allows, then the entire system must wait until that work center is restored. In a TOC system, the only situation where work is in danger is if the constraint is unable to process (either due to malfunction, sickness or a “hole” in the buffer – if something goes wrong that the time buffer can not protect).
The DBR/TOC dealt with Job shop and Machine shop where Constraint/s can be identified but how it can be applied in case of a continuous production system like Paper manufacturing?
What limits your output? Do you convert the paper?
nice article
Glad you enjoyed it Rafiqul!
An interesting material in the pull “time buffer” system, tailored to MTO. However, comparing it to the kanban system does not really make sense, since kanban only applies to repeat indexes, not time buffers. I am curious about the comparison of DBR to the POLCA (Paired-cell Overlapping Loops of Cards with Authorization) system – also pull-push “time buffer” system. In the POLCA system each process may be a bottleneck, therefore time “buffer” loops are connected between each process and the system adapts depending on the customer’s orders. In DBR, I miss this functionality.
Hi Karol,
As stated in the articke, Kanban does not use time buffers but space buffers. I’m not familiar with POLCA but any approach that puts buffers at every process step will have slower flow than DBR as more buffers = more WIP = longer flow time.
Best Wishes,
Dr Lisa