
The plug-in requires that for each question you fill out the little form below the rank math stuff, and you put in the question and then the answer for each one. Once you fill that out, then it seems to work. I’ll just do that real quick, and I’ll tell you when it’s done. 2TL;DR: Flow-based scheduling focuses on moving work through your shop faster by reducing queues and work in process (WIP), not by maximizing machine utilization. The counterintuitive result: shorter lead times, more predictable delivery, and higher throughput. In complex job shops where the constraint moves, it is the only approach that works consistently.
Key Takeaways:
- Flow-based scheduling reduces WIP to shrink queue time and lead time across the whole shop
- High-utilization rules are mathematically guaranteed to increase queue time (Kingman equation)
- The secret to on-time delivery is to STOP focusing on efficiency
- In complex job shops where the constraint moves week to week, flow scheduling outperforms traditional constraint-based methods
- Shops running VSS, a flow-based scheduling system, see an average 87% WIP reduction and 82% lead-time reduction
By Dr. Lisa Lang, TOCICO Certified Expert and developer of the Velocity Scheduling System
In Velocity Scheduling System, we focus on flow-based scheduling and flow manufacturing, specifically the physical flow in manufacturing. In Velocity Pricing System, we focus on the flow of money and information. For this article, we are referring to physical flow.
Physical flow is the rate of movement or elapsed time from start to completion of the manufacturing process.
Flow, or Velocity as we call it in VSS, is the time it takes from when we start a job until we complete it. This is also commonly called lead-time. The fewer the disruptions to flow, the faster work moves through the shop, the shorter the lead-time, and the faster the velocity.
We also look at the rate of flow by taking into account job size. Smaller jobs should flow faster than larger jobs.
In Theory of Constraints, you will hear “Balance flow, not capacity.” This is an extremely important, often overlooked aspect of improving operations. Flow was one of the main concepts in The Goal by Eliyahu Goldratt. Most people read The Goal and focused on finding and eliminating the constraint. But for complex job shops where the constraint can move week to week or even day to day, the flow concept is much more powerful.
Table of Contents
What Is Flow-Based Scheduling?
Flow-based scheduling focuses on the movement of WORK through your shop, not on keeping every machine or person busy.
It is simple. Improvement in physical flow occurs when queues are reduced. And to reduce queues, you must reduce work in process (WIP). We have previously discussed Little’s Law, how and why WIP reduction is so important, in these articles:
- Job Shop Scheduling: The Secret to Getting On Time and Reducing Lead Times
- Scheduling Job Shops: Flow is KEY!
As discussed there, reducing WIP produces a cascade of benefits:
- Queue time reduces
- Lead-time reduces
- Lead-time predictability increases
- On-time delivery increases
- Quality increases
- Cash flow increases
Plossl’s Law: All benefits will be directly related to the speed of flow of materials and information.
Why High Utilization Rules Hurt Your Shop
Here is where most scheduling approaches go wrong.
The instinct to keep every machine running as much as possible is natural. Idle equipment feels like waste. Your ERP likely reports utilization and efficiency metrics as key performance indicators. Everything in your training points the same direction: keep the machines busy.
But there is a mathematical problem with that instinct.
The Kingman equation describes the relationship between utilization and queue time in manufacturing systems. The formula shows that as machine utilization approaches 100%, queue time does not increase linearly. It explodes exponentially.
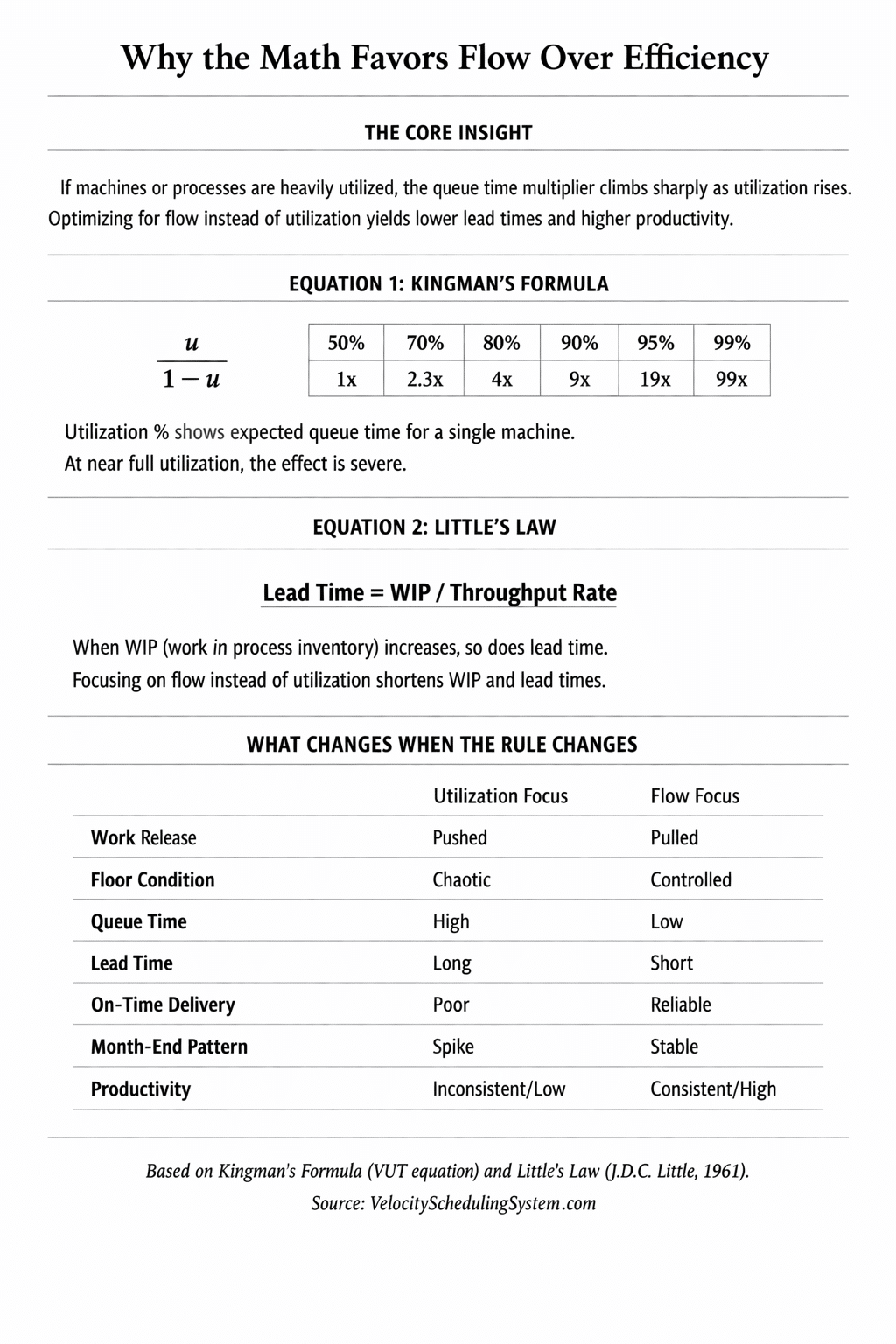
At moderate utilization, queue times stay manageable. Push utilization toward 95% or 100%, and queue times become enormous. The machine is busy. The job is still late. And both of those things are happening at the same time, because of each other.
The SECRET to getting on time and reducing lead times is to STOP focusing on efficiency. It sounds like heresy, I know – but that is the secret.
When you shift your focus to flow, you accept some machine idle time in exchange for dramatically shorter queue times across the whole shop. The trade: machines work less, jobs move faster, customers get deliveries on time.
Your competitors are focused on utilization right now. While they push equipment to 95% and wonder why lead times keep growing, you can operate at a lower utilization rate and ship on time. That is a competitive advantage most shops never discover because the math contradicts the instinct.
WIP Reduction and the Math Behind Flow
Little’s Law, formalized by MIT professor John Little in 1961, states:
Lead Time = WIP / Throughput Rate
Lead time is directly proportional to the amount of WIP in your shop. Cut WIP in half, lead time cuts in half, assuming throughput rate stays constant.
What happens in most shops is the opposite. WIP keeps growing as jobs pile up waiting for resources, and lead times grow with it. More jobs on the floor create more scheduling complexity, more expediting, more disruption to planned sequences, and even longer delays. It is a self-reinforcing cycle.
The flow-based scheduling approach breaks this cycle by controlling how much WIP enters the shop at any given time. Jobs wait in a controlled staging area until there is room for them in production. This seems counterintuitive – should not we start jobs as soon as possible? – but the data says otherwise.
In a job shop with too much WIP, every job is late. In a job shop with controlled WIP, most jobs are on time. The difference is not capacity. It is flow.
Here is something to check this week: Pull a list of jobs shipped in the last six months. Calculate how many days early and how many days late each job shipped. If you have jobs shipping both early and late by significant margins, you have a WIP problem. You are consuming capacity on jobs not yet due while higher-priority jobs wait.
That data is already in your ERP. Most owners have never looked at it this way.
Flow-Based Scheduling in Complex Job Shops
In complex job shops, where jobs have variable routings and the constraint shifts from day to day, traditional scheduling approaches break down quickly.
Standard drum buffer rope scheduling assumes a fixed constraint. It protects that constraint and subordinates everything else to it. In a flow shop or a simple manufacturing environment with stable routings, that works well. But in a complex job shop where every job takes a different path, the constraint can be a different machine on different days.
If you schedule around a constraint that keeps moving, your schedule is obsolete before you can act on it.
Flow-based scheduling sidesteps this problem entirely. Rather than trying to schedule every job on every machine, it focuses on controlling WIP and releasing work in a sequence that keeps the highest-priority jobs moving. The Velocity Board makes priorities visible to everyone on the floor without requiring a complex schedule that is constantly going stale.
This is why drum buffer rope works in environments with stable constraints, but flow-based scheduling is the better fit for complex job shops. It is not one or the other across all environments. It is the right tool matched to the right environment.
Flow-Based Scheduling Results
Troy Parker, Sr. Director of Operations at a California manufacturer, put it simply: “Our shop improved our lead-time to our customers by more than 75%. We went from 18 days to less than 5 days on average.”
That is not unusual. Rick Lightcap, a custom heat exchanger and tank manufacturer, went from shipping 1 job every two weeks to 5 jobs per week – that is 10X more work completed – with 100% on-time delivery on all new jobs since starting VSS.
The results show up in the team too. Daniel Heerding, three months into the program, reported: “Our job shop is calm and ordered with almost no visible work in process. Our due date performance is currently tracking at 100%.” His scheduler cancelled a prescription for angina tablets.
Across 550+ shops, the pattern is consistent. Control WIP, focus on flow, and results follow.
To learn more: 1) download the scheduling ebook; 2) watch the scheduling webinar; 3) find out if YOUR shop is a good fit.
What to Look for in Job Shop Scheduling Software
Most job shop scheduling software is built on an assumption that does not hold in complex shops.
It assumes your constraint is stable. It builds a schedule around that constraint, protects it, and subordinates everything else to it. In a stable flow shop with fixed routings, that works. In a complex job shop where product mix shifts week to week, that approach produces a schedule that is wrong before you print it.
The constraint in a complex job shop moves. The machine limiting output this week may not be the bottleneck next week. Software built to schedule around a fixed constraint is building on a premise that is regularly false.
This is why the question to ask is not “does it generate a detailed schedule for every job on every machine?” It is: does it understand that the constraint moves, and was it built for that reality?
Software that gets this right controls WIP and makes priorities visible in real time. It does not try to predict the future in a detailed Gantt chart. It keeps the highest-priority work moving and makes it obvious to everyone on the floor what that work is.
iVSS software was built specifically for this logic. The Velocitizer™ adapts priorities continuously as shop conditions change, eliminating the micro-delays that quietly drain capacity. The Correlizer™ uses AI to find patterns across jobs, routings, and disruptions that your scheduler would not find manually. Neither tool replaces your scheduler. Both make your scheduler more effective at what actually matters: keeping flow moving in a shop where the constraint does not hold still.
That is the distinction between software built for your shop and software built for a simpler shop someone assumed you have.
Frequently Asked Questions About Flow-Based Scheduling
What is the difference between flow-based scheduling and Lean manufacturing?
Lean focuses on eliminating waste across individual processes. Flow-based scheduling focuses on the velocity of work through the system by managing WIP and queue times at the whole-shop level. They are not contradictory – many shops use both. The key difference is scope: Lean tends to improve local steps, while flow scheduling improves system throughput. In practice, shops that apply Lean techniques without managing WIP systemically see modest results. Shops that control WIP first, then apply Lean to their freed-up flow, see much larger gains.
Does flow-based scheduling work if I have a high mix of products and routings?
Yes – and in fact it works better in high-mix environments than traditional scheduling methods do. Flow-based scheduling does not depend on fixed routings or a stable constraint. It works precisely because it does not try to schedule every job on every machine. The more complex your product mix and routings, the more advantage you get from a flow-based approach over constraint-based or efficiency-based scheduling.
What is the first step to improve flow in my shop?
Reduce WIP. Most shops have too many jobs on the floor at once. Before adding any new scheduling software or methodology, reduce the number of jobs released into production at any one time. The resistance to this is real – “we need to start early to have jobs ready” – but the data says releasing fewer jobs earlier consistently produces better on-time delivery, not worse. Control what goes in, and what comes out improves.
How does flow-based scheduling relate to Theory of Constraints?
TOC gave us the constraint-focus principle and the original Drum Buffer Rope approach. Flow-based scheduling extends that insight: in complex job shops where the constraint moves, the more powerful lever is controlling WIP systemically rather than protecting a single constraint. It is TOC applied to variable-routing environments. Goldratt’s foundational principle – balance flow, not capacity – is the basis of every flow-based scheduling approach.
Also worth reading: Theory of Constraints in Manufacturing
P.S. – The math on utilization and queue times does not care what your instincts say. If your shop has been struggling with lead times and on-time delivery despite everyone working hard, the problem is almost certainly the scheduling approach, not the effort. Schedule a free strategy session to find out if your shop is a good fit for VSS.





