Table of Contents
- Setup Reduction to Increase Flow and Productivity for Job Shops and Machine Shops
- 1. How to Determine WHERE to Reduce Setup Times in Job Shops
- 2. The Cost of Setup Reductions | The Cost of Continuous Improvement
- 3. Step-by-Step HOW TO Setup Reduction for Job Shops and Machine Shops
- What’s in it for employees?
Setup Reduction to Increase Flow and Productivity for Job Shops and Machine Shops

Setup Reduction for Job Shops can be a challenge, no doubt. We often hear job shops explain that they can’t increase FLOW & PRODUCTIVITY because they have long setups. We’ve found that all setup times can be reduced, and flow can be improved. In this article we are going to dig into the HOW. Watch this video of Formula 1 Pit Stops from the 1950s vs the 2013:
- “Only 4 crew members including the driver can work on the car”
- It’s a tense time.
- Notice everyone standing…maybe 3 people working? Maybe?
- The guy changing the tire unbolts it, takes it off, puts on the new one, installs the lug nut then tightens.
- Everyone is busy…but the pace is somewhat relaxed.
- Nice, clean white coveralls.
- 67 seconds to complete.
- White lines outline the parking area
2013
- From the get-go, the pace is…INTENSE!
- There’s 21 folks on camera, how many off camera?
- Notice how the folks are leaned in, awaiting the car to come in? The front two tire guys have their hands on the car before it stops moving.
- It’s hard to tell how the tires even come off it happens so fast.
- Notice the arms hovering over the crew which hold the air lines for the impact guns?
- The guys are wearing helmets, gloves, and select crew members have specialized uniform features (gunners have neon green gloves, front tire pullers have yellow/black striping on forearms to indicate stopping point for driver).
…And there’s more differences to notice if you watch it a few more times. Now watch the improvements from 1990 to 2023: They are still improving! So what? How do we translate these concepts from the video onto the floor of a job shop? We’re glad you asked:
- Stop letting your nay sayers block improvements. Ask the guys in the 1950s if they were working hard? You bet. Were they doing “the best we can”? Absolutely. The announcer even said it was a “tense time”. Does that mean improvement was impossible? NO! So, don’t except excuses. Dust off your leadership skills and get improvements made on YOUR floor.
- Notice one of the keys to success of the Ferrari (2013) team is that they are doing many things in parallel, at the same time, instead of serially, one-at-a-time as in the 1950s.Well, one way they did this was to add many, many more crew members. Another was they specialized the tasks amongst the team. In your shop, this might mean hiring a parts changer worker so your setup guy can keep doing the difficult setups on machines. This is also why a person in the tool room doing presetting on tools can be one of the most valuable employees you have.
- Did you see guy changing tires in the 1950s? He has to reach back into the pit to get the tires out that he’s going to change. Not so in the 2013.In the 2013, there’s a person waiting to just PULL the tire off the car, one with an impact gun (which is READY), and another to install the new tire.
This is all about SYSTEMS, PROCESS AND PREPARATION. Guess what Velocity Scheduling System (VSS) is? VSS is a SYSTEM with PROCESSES (e.g. TBR Board, POOGI, Detailed Planning) which help you prepare for your jobs (e.g., ensuring you have Full Kit). Now, there’s many, many more ways to apply these concepts to YOUR shop. And there’s also a few unanswered questions:
- WHERE do we begin? (I feel like EVERY work center needs improvement, NOW!)
- How do we cover the cost of setup reduction and continuous improvement?
- How to do setup reduction, step by step?
Let’s answer these 3 questions.
1. How to Determine WHERE to Reduce Setup Times in Job Shops
Here’s another video, again from the F1 Racing world. Check it out: Here are some notes from that video:
- 11 years of Red Bull Racing
- Started with off the shelf, third-party supplier.
- Happy with about a 4 second tire change in the beginning (because fuel took 5 seconds).
- The team then decided to decouple refueling from tire changes (meaning do some pits without fuel) which prompted a lighter weight and faster design for the lug nut.
- The team then moved to a similar design, but one that featured a captive nut design.
- Aerodynamics drove the need for larger front axles and thus larger wheel nuts for the front.
All interesting points…but how exactly did the Red Bull team select the wheel nuts to work on and improve? Great question.
Where do we begin when we feel like EVERY work center needs improvement, NOW!
The answer is simple, if you’re doing Velocity Scheduling System (VSS): The POOGI Process tells you exactly where to focus your continuous improvement efforts including setup reduction.
The POOGI Process
What does your POOGI data show? (<- click the link if you’re new to POOGI)
From your data you should be able to glean the biggest disruption to your flow. If you’re not doing POOGI, it may be time to start. I say “maybe” because your shop needs to be under control first. If you’re dealing with lots of chaos, firefighting, and shooting from the hip, do Velocity Scheduling System Coaching Program (VSS) first. POOGI is included in VSS.
Where you invest and how you spend your limited time (including doing setup reduction projects) should NOT be the output of a brainstorming session, it should be the output of your system. Setups may or may not be your biggest disruption to flow.
If your biggest disruption to flow is a machine capacity issue, then figuring out how to leverage – get more out of – this constraint, would be ideal. We always look to leverage existing capacity before adding more capacity or generally spending money.
To figure out what the specific issue is, you’ll need to go deeper into the POOGI data. Is the issue that the machine spends too much time in repair, or does it spend too much time idle in a setup or something else? Once you know why it’s not productive enough, you can zero in on what to do. For example, if the machine spends too much time in setup, you will benefit from setup reduction at the machine in question.
And by “benefit”, we mean, bottom-line results.
Now that we know if and where we could benefit from setup reduction, let’s look at how we could afford more and more improvement in general or setup reduction specifically.
2. The Cost of Setup Reductions | The Cost of Continuous Improvement
When you’re first getting started with POOGI and setup reductions, you’ll likely start with no or low-cost ways of reducing setups. Starting by investing in all new quick-change tooling and the machines that use them can be expensive. But there are many things we can do, inexpensively, that can have a significant impact on setup reduction. We will get to some of those ideas in a minute.
Whatever actions you decide to take to reduce setups, you’ll need to ensure the benefit outweighs the cost. This is where many go way off track. In this article we go through an example on how NOT to justify reducing job shops costs.
In Theory of Constraints lingo, you want to make sure the change in Throughput is greater than the change in Operating Expense. This is how we ensure that your “improvements” will actually increase flow and productivity and therefore contribute to the bottom-line.
Once your customers start noticing your improved productivity and the improved due date performance that typically goes with it, you may be awarded more business. That’s when things really get interesting.
The Network Effect of Setup Reduction (and POOGI)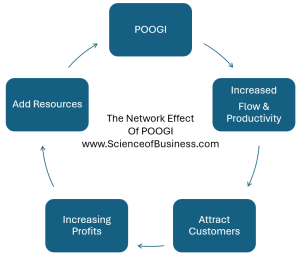

If you reduce or eliminate your biggest disruption to flow with focused POOGI / setup reduction, you will gain more flow and productivity – shipping more with the same people and resources. Increased flow and productivity will attract more customers as you can deliver better than the competition. As you attract more customers your profits increase making it affordable to add new resources that can do more POOGI.
These new resources you add could be additional people to create your own setup pit crew. And/or you may invest in quick change tooling. The options are many. But again, to ensure bottom-line results – follow your POOGI data! You’ve heard the adage that not all change is improvement? We want to make sure that your setup reduction activities ARE improvements in your flow, productivity and bottom-line. 
Make sure you are a subscriber to be notified when updates to this article get posted or to hear about a free Q&A webinar on setup reduction (if we get enough comments/questions on this post).
Just download the free scheduling eBook or watch the job shop scheduling webinar.
3. Step-by-Step HOW TO Setup Reduction for Job Shops and Machine Shops
Now that you’ve got your POOGI data up and going (and following it!) we can get into the brass tacks of doing setup reduction.
Now, as you might guess, setup reduction is highly dependent upon your shop, your folks and the nature of the work that you do. Given that qualification, we’re going to walk you through the same process and tactics to reduce setup times that we use in working with our clients.
Step 1: Job Selection
The very first thing we’d do is pick a job which has many elements in its setup that you use in other jobs and thus is a good representative job. You wouldn’t want to pick the ONE job that uses super-specialized tooling that you only pull out once a year for a special customer order, but rather a job that represents the more general case.
Step 2: How to Document the Current Process – Your Baseline
The next step is to understand the current process you use for setups. We would suggest that you record the setup, perhaps with a couple of cameras if you can or simply document the process from start to finish. If you record the setup on video, we suggest recording the end of the job which is running before the setup you want to capture, the setup itself, and then keep recording for a few minutes into running the job. That way you’re sure to get all the setup activities captured.
Next, you need to systematically document the activities that you see the operator taking and their approximate duration. We suggest you do that two ways:
- Document the activities you see on video yourself.
- Ask the operator to do a detailed setup documentation for the same job.
Here’s an example of good vs bad documentation which you might ask your operator to provide to you:
Setup Reduction Worksheet: Good example
| Job: ABC-123 | Operator: BSG | Date: 04-05-24 |
| Time | Activity | Notes |
| 8:17am-8:36 (19min) | Tore down prior setup | Stepped off camera for 1:15, came back with wrench. Tools not put up. |
| 8:37-9:19 (42min) | Gathering Items | Operator came and went multiple times to get stuff. |
| 9:20-9:27 (7min) | Maintenance | Operator added coolant |
| 9:28-9:47 (19min) | Tooling Setup | Operator installed new tools in #8, 9, & 12 positions on the machine. |
| 9:48-9:55 (7 min) | Part loading | Operator loaded part into machine, locked into vise. |
| 9:56-10:13 (17 min) | Touchoff | Operator touched off part; it appeared that he made a mistake and had to do it twice. |
| 10:14-10:25 (11min) | Discussion | Operator & programmer talked about the part, print, and details of setup. Noted on traveler programmer had referenced a jig which was not being used; program updated to reference part blank. |
| 10:26-10:39 (13min) | Clean chip bin | Operator took emptied chip bin (~¾ full) |
| 10:40-10:44 (4min) | Unknown | Operator not on screen. Unsure of activity. |
| 10:45-11:00 (15 min | Break | Company “morning break” |
| 11:03 | Start Job | Operator starts job. |
Setup Reduction Worksheet: Bad Example
| Job: ABC-123 | Operator: BSG | Date: 04-05-24 |
| Time | Activity | Notes |
| 8:00 | Start job setup | |
| 9:45am | Part loading | |
| 10:00 | Touchoff | Program wasn’t clear. |
| 11:00 | Start job |
Notice how the first one gives you a much clearer picture of what’s happening, why it’s happening, and the effect on the setup time? The second example of bad documentation is largely useless. Sure, you can figure you have about three hours in setup time on the job…but where? Why? What can you do to improve? All that is unclear.
The Role of Value Stream Mapping in Lean Setup Reduction
A great lean manufacturing tool to integrate into your setup reduction efforts is value stream mapping. In essence, value stream mapping would be taking the work you’ve done in Step 2 and documenting those sequences in a flowchart. This provides you a visual representation of the process so you can begin to analyze the existing process and consider alternatives.
Questions like, ‘Do we need this step?’, ‘Can this be done in parallel?’, ‘Should this step be done externally to the setup, not while the machine is down?’ can all be easily evaluated with a value stream map.
Step 3: Separate Internal from External Setups
With your detailed list of activities in hand, now you need to divide the activities into two categories: Internal and External.
An Internal Activity MUST be done with the machine stopped. An External Activity can be done with the machine running.
Setup Reduction Examples
| Activity | Could be Done As: | Currently Done As: |
| Installing cutting tools | Internal | Internal |
| Installing cutting tools into tool holders | External | Internal |
| Installing tool holders (with tools) into machine | Internal | Internal |
| Installing part into machine | Internal | Internal |
| Installing part into vise on machine | Internal | Internal |
| Installing part onto tombstone on pallet changer | External | Internal |
| Emptying chip bin | External | Internal |
| Adding coolant | External (depends on machine in some cases) | Internal (per the notes above) |
| Discussion with programmer | External | Internal |
| Gathering materials | External | Internal |
| Gathering tooling, jigs, fixtures | External | Internal |
Did you notice the items which were indented and italicized? If you look closely, you’ll see they’re a more detailed look at the main item above them. Point being: don’t stop at “easy” and say all the activities are internal. Are they? Really? ALL of them? EVERYTHING?
Best Practices Documentation
A point that does not seem to be stressed enough in most setup reduction literature is that of combining all of the setup best practices in your company from all your employees.
Step 4: How to Convert Internal Setups to External Setups
The next step is to then convert as many internal steps to external steps. Go back and reexamine the chart. Notice how many tasks are CURRENTLY done as “internal tasks” which COULD BE done as an “external task”. Many of them.
Just to name a few, adding coolant, emptying the chip bin, the discussion with the programmer, etc. all could have been done while the machine was running, there’s no need to stop the machine to do these things.
Now that you’ve got your list of items pulled together, it’s time to prioritize the actions that you take. When working with our clients, we use a T(also known as a Prerequisite Tree) to logically determine the steps to take in implementing setup reduction.
For you, we’d recommend focusing on those items which require the most setup time that can be easily solved. Consider the following recommendations for setup reduction:
- Having the operator perform all external tasks while the machine is running.
- Collect tools, jigs, fixtures, etc. while the machine is running, not once it’s done with a job.
- Have a tool room “person” pull together the tools, materials, fixturing, etc. and “kit up” these items for operators.
- If you have a pallet changer on a machine, make sure operators actually use it.
- Collect your best practices and document them in setup sheets.
- Like we discussed above, it’s common for each person who does setup to have a special “trick” or method they use in setting up a machine; make sure that’s capture and make sure it becomes universal whenever the machine is setup.
- Don’t just stop at awareness and training…SYSTEMATIZE your “organizational knowledge”, meaning DOCUMENT (WRITE IT DOWN) THE PROCESS, take pictures, and make setup sheets that go out on the floor each time the job is ran.
- Integrate setup reduction with your Lean Manufacturing 5S efforts.
- Make sure the working area is neat and clean.
- Ensure that everything in your shop “has a home”. (This is a bigger deal than you realize. If you don’t know where to put something, it’s “home” will be the first flat surface it finds.)
- Make sure everything is back in its “home”.
- Build accountability into your process. Have your supervisors review the work areas every morning and at the end of shift to ensure 5S standards are being followed.
Step 5: How to Improve Internal Setups
With all possible tasks converted from an internal setup task to an external setup task, the next step is to improve internal setups.
There are three primary considerations that can help you reduce/eliminate internal setups:
- Parallel setup tasks
- Quick-attachment devices
- Eliminate adjustments
Parallel Setup Tasks
If you’ve identified tasks that can be done in parallel from your earlier documentation of the process, then the real question becomes how to actually do it.
Some tasks, like warming up a machine or a die can happen in parallel with other setup activities and may not require additional personnel to perform tasks in parallel.
If this is the case in your shop just make sure that folks are actually working in parallel; just because it’s obvious, apparent, and a “no-brainer” to you doesn’t mean that it’s actually happening on the shop floor (you’d be amazed at how many times folks are “warming something up” when they could instead be progressing on other aspects of their setup).
Other activities may require multiple people. Take for instance the case of a CNC mill. A “setup guy” could be building fixturing and other aspects of the setup offline while the operator is removing the last part and tearing down the existing setup.
Quick-attachment Devices
There’s a variety of quick-attachment devices that can greatly speed attaching tools, jigs, and fixtures in your process. As a general rule: If you see threads you likely have an opportunity to speed up the process.
We’ll give you a few examples here of how you might speed up attachment:
- Using quick-attach toggle clamps instead of bolts.
- Using pear-shaped holes and slots instead of placing bolts through holes each time.
- Reduce the number of fasteners needed (you may need to check with engineering/safety).
- “C”-shaped washers easily go on/off without removing the nut/bolt.
- Using “U-slots” on fixtures that allow clamping to occur more quickly.
- Using positioning pins and stops to locate fixtures on a machine.
Eliminate Adjustments
Finally, simply eliminating the need for adjustments can be a massive time saver. The well-known example from Toyota was their implementation of common shut heights on their presses. The way that this was implemented was based on adjusting their dies’ height to accommodate the common shut height. This required risers for some dies and for others to be machined down, but at the end of the process their machines never needed adjusting when the dies were swapped. It was (and still is) a great way to save time.
One of the more common reasons that gives rise to adjustments is lack of machine maintenance. Worn bearings, broken attachments/parts, and other items (perhaps even improper coolants/oils/etc.) all contribute to the need to perform adjustments and also affect how well adjustments are held/maintained throughout performing the work.
It may well be that a simple trip around the shop, speaking to your operators about the maintenance status of several machines could reveal several items which need to be resolved, and once fixed, could help reduce setup times at your shop.
Step 6: How to Improve External Setups
Now that you’ve addressed specific issues with regard to internal setups, you need to review your external setups to reduce the time involved in these process steps. This step largely revolves around gathering tools, jigs/fixtures, and materials and ensuring they are available when needed.
An easy action to take is to store things near the place where they are needed. For example, fixtures and jigs may be stored on racks near the machines they are used on. Now, this works for some shops…but what if your shop utilizes large and heavy dies for example, what then?
In that case, it may not be practical or economical to store the dies near the machine. However, remember, the goal isn’t necessarily to just simply store items near a machine. The goal here is to reduce external setup time.
This means that instead of storing dies near the presses, perhaps you have a material handler go and pre-position the dies near the machine a few minutes before they’re needed at the machine. This way the operators don’t need to go get the die after tearing down a setup (and also have a forklift license themselves), but rather your material handler could have the die ready to go when needed.
Another way that external setups can be significantly reduced is by making material handling easier. Perhaps you have a vendor cut bar stock down to blank sizes which are much more easily handled by a person and may not require a forklift to move around.
You might also consider buying pre-slit or pre-cut stock in blank sizes that cover the most common sizes you need in your operation. As an example, we had a client that would buy large, corrugated blanks, slit them in half and then process the ½ sheets to produce their products. They found in their operation that simply ordering a small size (not the largest the mill had to offer) allowed them to cut 80-90% of their jobs using the smaller blanks which were more easily handled and did not require slitting.
So not only did this move save them setup time it also saved them processing time as well. Bigger is not always better, nor is it always best to do it in house, especially if it’s consuming time from your key, most precious resources.
What’s in it for employees?
- It’s fun and rewarding to work in a small team toward the goal of substantially reducing the setup time of a machine. You get to learn, be creative, and work with co-workers toward a common goal.
- A streamlined setup with unnecessary steps and wasted motion removed is less stressful, less wasteful, and less frustrating. That’s an enjoyable environment to work in.
- Job security.
- The process of simplification improves quality and reduces scrap. These are good for both the bottom-line and customers. As we saw in The Network Effect of POOGI, these lead to growth which creates job security.
- As flow and productivity increase with reduced setup time, we can better met customer due dates.
- The ability to do faster setups than the competition means we can attract jobs that are setup intensive, produce smaller lots, and enjoy increased flexibility to meet changing customer needs. Of course, all that makes us more competitive further enhancing job security.
Please leave a comment or question below. This is how we know you’re reading and like this subject!
Make sure you are a subscriber to be notified when updates to this article get posted or to hear about a free Q&A webinar on setup reduction (if we get enough comments/questions).
Just download the free scheduling eBook or watch the job shop scheduling webinar.
Keep learning with these related articles:
Workforce Development for Manufacturers in 4 Steps
The Process Of On-Going Improvement (POOGI)