
Maximizing Profitability the TOC Way #4 – Job Shop Productivity & Machine Shop Productivity
Brad: “So you have recommended that improving productivity is a great first step for maximizing profitability for highly custom job shops and machine shops. But that first step of cutting work-in-process (WIP) seems so counterintuitive. Can you expand more on that?”
Dr. Lisa: “Okay, but first let’s talk about why almost every job shop and machine shop starts with too much WIP.
The short answer is because we are striving to be efficient. One of the ways we typically apply efficiency is by keeping all our equipment and/or people busy so that we don’t waste any capacity and have the highest possible utilization.
Now, to keep our key resources busy they all have to have a job or project to work on. And to increase the likelihood that all resources have work, we typically make all jobs in-house available to be worked on.
‘Available to be worked on’ means they are included in our work-in-process or WIP. This max’s out your WIP and increases the pile of work at every work center or machine. That way ALL key resources have a very high probability of having something to work on.
This is particularly relevant in job shops where the mix of work can change from week to week and often some or all of the work is low volume.”
Brad: “So that’s why WIP gets high, but how does that have a negative effect on job shop productivity?”
Dr Lisa: “According to Little’s Law there is a direct correlation between the amount of work-in-process we have and our lead-time. The higher our WIP is, the longer our lead-times are.
Here’s an illustration showing the relationship between WIP and lead-time:
High WIP = Long Lead-Time
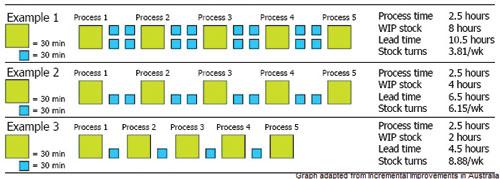
The more jobs that wait for their turn, the longer the average queuing time, leading to longer production lead-times. Example 1 has the most WIP and longest lead-time. And, conversely Example 3 has the least WIP and the shortest lead-time.
So, as you increase WIP, you are also increasing your lead-time, not to mention the amount of cash you have tied up in raw materials.”
Brad: “OK, so process time is the same in all 3 scenarios – meaning you’re not changing the time it takes to do whatever it is they do; that is, the setup and run times are the same. You’re tackling the queue time, which in many cases is a much larger percent of the quoted lead-times.”
Dr Lisa: “Exactly. In many job shops and machine shops the actual touch time is less than 20% of their quoted lead-time.”
Brad: “Queue time reduces – I get that. But you have jobs that you’ve taken out of WIP now waiting for their turn. When they start they’ll go through faster, but you’ve now introduced a wait time BEFORE they go into WIP – how exactly have you gained anything?”
Dr Lisa: “Excellent question! And you’re correct that nothing would be gained in an otherwise perfect world without variability. The table shown above does NOT include the effect of variability. But if it did, it would show that the variability of production lead-time is increased as the queue grows.
So the effect of high WIP just gets more dramatic the more variability you have. Which means that productivity will improve some, just by cutting WIP. In addition, this directly reduces the on-time delivery because it is more difficult to predict the exact production lead-time and to confirm orders (or projects) accordingly.
And … quality decreases. High WIP can also have a negative impact on quality. Many failures/mistakes occur early in the routing, but are only detected much later in the process (at final inspection).
If WIP is high, the average lead-time is also high causing a long lag-time between the steps of your process and the final inspection. That means that the final inspection step occurs a long time after the step that caused the failure.
And because so much time has passed, it can be difficult to determine and correct the root cause of the quality problem, making improvement very difficult.
Thus, the higher the WIP, the harder it is to detect and correct quality problems.”
Brad: “So high WIP causes quality problems and on-time delivery problems. Got it – but you still haven’t answered my question – how exactly have you gained productivity? HOW are you able to get more done with the same people and resources?”
Job Shop Productivity
Dr Lisa: “Actually, I’ve explained some of it. Lower WIP does improve productivity in and of itself because of the effect of variability. And, if you have to do less rework and identify and prevent future mistakes – you will gain some more productivity. But there’s more, way more. Let me demonstrate with an example.
Let’s say that your quoted lead-time was 6 weeks and therefore you had 6 weeks’ worth of WIP. Following my advice you cut WIP to let’s say 3 weeks, substantially reducing queue time. So now you have 3 weeks of work-in-process and 3 weeks waiting for its turn.”
Brad: “Okay, I’m with you so far.”
Dr Lisa: “So in addition to fewer mistakes and less rework due to the shorter queue time; the jobs waiting for their turn give you a chance to get “full kit” – to gather everything you need to complete the job or project. How much time is wasted today not having what is needed? “
Brad: “It depends on the company, but could be lots of wasted time – but in any case – there’s at least some wasted time.”
Dr Lisa: “So you start getting full kit for jobs/projects BEFORE they are started, then the time it takes to complete those decreases. So what used to take 3 weeks now takes less time. And if it takes less time to complete, the wait time to start also decreases.
So, we’ve gained even more productivity.
And there’s more to be had by having a clear priority system (red, yellow, green), focus on finishing rather than starting and also from continuous improvement (the Theory of Constraints POOGI process). I can go into each one of these, but I think you get the idea. Productivity improves; you complete more with the SAME people and resources. The improvement is usually 20 to 50% depending on the starting conditions.” (Watch the 47 minute webinar for more explanation.)
Brad: “Yes, I get it conceptually. But like others, I’m now thinking – how can I do it in my unique situation?”
Dr Lisa: “That’s exactly what I’d expect you to be asking. I don’t know the answer for each person reading, but I agree that the solution has to be customized for your specific situation. Cutting WIP in half isn’t the right amount for everyone.
I’m happy to discuss YOUR particular situation to see if the approach I described would work for YOU!”
To be continued.
Best Wishes,
Dr Lisa and Brad Stillahn
P.S. Ask questions or leave comments below.
P.P.S. To find out more about improving productivity in highly custom job shops and machine shops by watching How to Get More Jobs Done Faster Webinar https://www.VelocitySchedulingSystem.com/webinar/





I understand that WIP slows production down – assuming products wait in line. What if you have a job shop that doesn’t go straight down an assembly line as a mass production company does? Having a few projects to work on allows resources to switch from one project to another based on availability of parts and information, requirement changes, scheduling changes, etc. Because projects do not necessarily have to wait in line as the illustration above, how does WIP actually impact the processes, lead time, etc.?
Hi Steve,
Job shops by definition are not simple assembly lines nor do they tend to make the same things over and over again. But that does not mean that they do not have jobs waiting.
Let’s take a simple routing: saw – turn op 1 – turn op 2 – mill op 1 – heat treat – inspect – pack & ship
You just started the job and get the saw op done. Does that job now IMMEDIATELY start turn op 1 or does it have to wait for a machine or person to be available for turn op 1? Usually the answer is — it has to wait.
Turn Op 1 is finally started and then finished. Does the job now IMMEDIATELY start turn op2 or does it have to wait for a machine or person to be available for turn op 2? Usually the answer is — it has to wait.
Continue this questioning for all the remaining ops and you’ll see that there is a lot of wait time in a highly custom job shop.
So WIP does impact the time it takes to get a job through you shop by increasing wait time. It does NOT, however, effect the time takes to preform each op.
In many highly custom job shops the majority of the time a job spends in your shop it spends waiting. (Just compare a jobs touch time to your quoted lead-time.) This means that there is a big opportunity to increase the speed through by reducing the wait time.
Does that answer your question?
Dr Lisa